Nhiệt luyện Chân không thấm nitơ là một xử lý nhiệt quá trình khuếch tán nitơ vào bề mặt của vật liệu kim loại tạo ra một trường hợp cứng bề mặt vật liệu cần tôi hoặc nhiệt luyện. Các quá trình này được sử dụng phổ biến nhất trên vật liệu carbon thấp, Thép hợp kim thấp, tuy nhiên họ cũng được sử dụng trên thép hợp kim trung bình và thép carbon trung bình cũng như thép hợp kim cao và thép carbon cao, titan, nhôm và molypden.
Các ứng dụng điển hình bao gồm bánh răng, crankshafts, trục cam, cam theo, các bộ phận van, máy đùn vít, die- đúc công cụ, rèn chết, đùn chết, vũ khí thành phần, kim phun và nhựa- khuôn công cụ.
Hiện nay, nhiệt luyện chân không đã không còn là một công nghệ xa lạ ở Việt Nam. Ưu điểm của công nghệ này ngoài những yếu tố thân thiện với môi trường thì một ưu điểm không thể không nói tới đó là chất lượng của sản phẩm nhiệt luyện. Với sự đầu tư mạnh mẽ vào các thiết bị nhiệt luyện chân không, ngành công nghiệp chế tạo khuôn mẫu trong những năm gần đây đã có những bước phát triển vượt bậc.
|
|
|
|
|
|||||
|
BÁO GIÁ,CẮT LẺ NHƯ YÊU CẦU |
THAM KHẢO TRỰC TUYẾN |
Nguyên lý tôi phân cấp, tôi phân cấp trong lò chân không đơn buồng:
Như chúng ta đã biết: trong quá trình nhiệt luyện, do mác vật liệu, kích thước và hình dạng của chi tiết khác nhau, nên cần có tốc độ nung, nhiệt độ nung nóng, thời gian giữ nhiệt, tốc độ làm nguội cũng khác nhau. Do đó bốn yếu tố quan trọng trong quá trình nhiệt luyện là: Tốc độ nung nóng, nhiệt độ nung, thời gian giữ nhiệt và tốc độ làm nguội. Cả bốn yếu tố này đều quan trọng ở mức độ khác nhau, nếu 1 trong 4 yếu tố không đúng thì sản phẩm sau nhiệt luyện sẽ không đạt yêu cầu kỹ thuật thậm chí dẫn đến sai hỏng như: cong vênh, nứt vỡ dẫn đến phế phẩm. Khi nhiệt luyện các khuôn có hình dạng phức tạp, tiết diện không đồng đều, đặt biệt là những khuôn to (>200kg) do tốc độ nguội bề mặt và tâm rất khác nhau, nhiều trường hợp bị nứt trong quá trình làm nguội khi tôi. Vì thế, trong trường hợp này, phải đồng thời lựa chọn áp suất tôi hợp lý, đủ để làm nguội nhanh không tạo peclit vừa phải điều chỉnh làm sao để giảm thiểu sự chênh lệch nhiệt độ giữa các vị trí khác nhau trên sản phẩm. Tôi phân cấp là một giải pháp hợp lí
Để hiều rõ hơn về phương pháp này, chuyên đề sẽ trình bày: “Nguyên lý tôi phân cấp, tôi phân cấp trong lò chân không đơn buồng”.
1.Cơ sở lý thuyết quá trình tôi phân cấp:
Quá trình tôi cứng thép nhìn chung được thực hiện bởi một trong các phương pháp sau: (a) làm nguội sản phẩm liên tục từ nhiệt độ chuyển biến austenit xuống nhiệt độ phòng, xảy ra trong môi trường khí, dầu, nước hoặc (b) làm nguội qua các bước khác nhau như tôi hai môi trường, tôi phân cấp, tôi đẳng nhiệt [1]
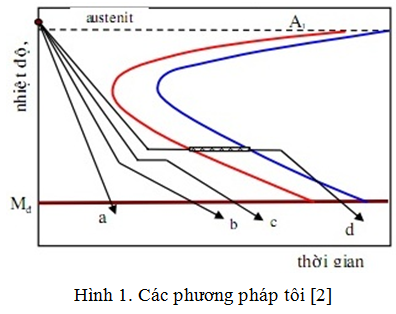

Nguyên lý tôi phân cấp: đường c trên hình 1
Quá trình nung nóng chi tiết đến nhiệt độ austenit hóa rồi tiến hành làm nguội trong môi trường có nhiệt độ cao hơn điểm Mđ của thép cần tôi từ 50-100oC trong khoảng thời gian vừa đủ để đồng đều nhiệt độ trên tiết diện rồi tiếp tục làm nguội trong không khí tĩnh để quá trình chuyển biến Mactenxit xảy ra. Theo cách làm nguội này, mactenxit chỉ có thể hình thành trong các thép hợp kim có austenit quá nguội ổn định khá cao trong khoảng nhiệt độ của chuyển biến peclit.
Ưu điểm của phương pháp tôi phân cấp [2]:
Khắc phục được khó khăn về việc xác định thời điểm chuyển môi trường so với phương pháp tôi 2 môi trường.
Đạt được yêu cầu về độ cứng song có ứng suất bên trong rất nhỏ, độ biến dạng thấp nhất so với các phương pháp tôi khác.
Nhược điểm: chỉ áp dụng phương pháp này cho các thép có tốc độ nguội tới hạn nhỏ như thép bền nóng, bền nguội, thép gió…
Tôi phân cấp được áp dụng như một phương pháp có khả năng kiểm soát được ứng suất nhiệt và sự biến dạng xảy ra trong quá trình tôi thép. Trong quá trình này, vật tôi được giữ tại một nhiệt độ trung gian trong một bể muối tiếp theo quá trình làm nguội từ nhiệt độ tôi trước khi làm nguội tiếp tới nhiệt độ môi trường. Điều này cho phép đủ thời gian để loại bỏ hầu hết các chênh lệch gradient nhiệt độ trên vật tôi trước khi xảy ra chuyển biến của austenit thành mactenxit trong giai đoạn cuối của quá trình làm nguội. Một điều quan trọng là quá trình giữ tại nhiệt độ trung gian không được phép gây ra phân hủy của austenit bởi các quá trình khuếch tán, dẫn đến việc tạo ra các tổ chức không mong muốn (như austenit và bainit). Chính vì vậy nên cần phải hạn chế thời gian dành cho bước xử lý tại nhiệt độ trung gian. Một thời gian hợp lý được tính dựa trên chiều dày của vật tôi, thông thường từ 1-3 phút ứng với mỗi 10 mm chiều dày của vật tôi. Thời gian ngắn hơn áp dụng cho những thép có nhiệt độ tôi thấp, xung quanh 850 oC, và thời gian kéo dài hơn đối với những thép có nhiệt độ tôi cao hơn, xung quanh 1000 oC [6]. Phương pháp tôi phân cấp đã thành công trong việc loại bỏ các ứng suất nhiệt khi tôi.
Sự chênh lệch nhiệt độ giữa các vị trí trên cùng vật tôi chính là một trong những nguyên nhân gây ra sự biến dạng. Như chúng ta đã biết, một chu kỳ xử lý nhiệt hoàn chỉnh bao gồm các quá trình: nung nóng, giữ nhiệt và làm nguội. Khi nung nóng cũng như trong quá trình làm nguội, sẽ luôn có sự chênh lệch nhiệt độ giữa các góc cạnh và trong tâm của chi tiết. Sự chênh lệch này là không thể tránh khỏi và chính là nguyên nhân tạo ra ứng suất nhiệt, gây ra biến dạng, thay đổi kích thước chi tiết. Điều này có thể được hạn chế bằng cách làm chậm lại quá trình nung nóng và làm nguội. Tuy nhiên, tổ chức tế vi, kích thước hạt và độ cứng cần đạt (tốc độ nguội) và những lý do về tính kinh tế thì cần đòi hỏi quá trình xử lý càng nhanh càng tốt. Công nghệ nhiệt luyện chân không ra đời đã đồng thời đáp ứng được những yêu cầu trên, giúp cho việc giảm thiểu tới mức có thể những biến dạng của sản phẩm khi xử lý nhiệt.
2. Tôi phân cấp trong lò chân không
2.1. Cơ sở lý thuyết quá trình tôi bằng khí nén trong lò chân không
Quá trình nung nóng:
Quá trình nung nóng trong lò chân không được diễn ra nhờ quá trình đối lưu và quá trình bức xạ. Trong phạm vi nhiệt độ thấp (<850oC), quá trình nung nóng diễn ra chủ yếu nhờ sự đối lưu, giúp cho sự đồng đều nhiệt độ trên vật tôi đạt được nhanh chóng. Ở vùng nhiệt độ cao ( từ 850 oC đến nhiệt độ tôi ), quá trình truyền nhiệt chủ yếu là nhờ sự bức xạ. Một yêu cầu cho quá trình nung nóng là sự chênh lệch nhiệt độ giữa các chi tiết trong cùng một mẻ tôi là nhỏ nhất, tức là cần phải đảm bảo được sự đồng đều nhiệt độ trên toàn bộ mẻ tôi.
Nung nóng kết hợp với giữ nhiệt sẽ giúp cho sự chênh lệch nhiệt độ của vật tôi cũng như toàn bộ mẻ tôi giảm dần
Quá trình giữ nhiệt:
Một ưu điểm nữa khi nhiệt luyện trong lò chân không là sự kiểm soát một cách chính xác nhiệt độ thực tế trong buồng nung nhờ những can nhiệt của lò và can nhiệt được gắn trên vật tôi. Can nhiệt cắm trên vật tôi sẽ được cắm tại vị trí có thể phản ánh được tương đối chính xác nhiệt độ vùng bên trong lõi, đảm bảo chính xác thời gian giữ nhiệt. Quá trình này được thực hiện hoàn toàn tự động, và đồ thị của đường nhiệt độ sẽ được máy tính lưu lại, giúp cho người sử dụng có thể áp dụng kết quả cho những sản phẩm tương tự.
Quá trình làm nguội:
Một quá trình làm nguội của một quy trình xử lý nhiệt luôn phải đáp ứng những yêu cầu như sau:
Đảm bảo độ cứng
Quá trình tôi phải diễn ra càng nhanh càng tốt và chậm đến mức có thể
Vật tôi phải được làm nguội đồng đều
Sự chênh lệch nhiệt độ bề mặt và tâm của vật tôi phải hạn chế ở mức thấp nhất
Việc đảm bảo các yêu cầu này nhằm đạt được mục tiêu: tổ chức đạt được hoàn toàn là mactenxit với độ biến dạng thấp nhất. Do đó, tốc độ nguội có ảnh hưởng rất lớn. Với một tốc độ nguội hợp lý sẽ giúp cho nguy cơ nứt vỡ, biến dạng khi tôi là nhỏ nhất. Do vậy, áp suất khí tôi, loại khí tôi, tốc độ khuấy trộn khí… là những thông số có thể được lựa chọn để tối ưu.
Hướng dòng khí và dòng khí cũng là một yếu tố quan trọng, ảnh hưởng tới sự biến dạng. Trong hệ thống lò chân không hiện nay, hướng làm mát có thể được lập trình theo nhiều hướng khác nhau: từ trên xuống, từ dưới lên, từ trái qua phải hoặc từ phải qua trái hoặc kết hợp các hướng làm nguội với nhau. Việc thay đổi các hướng làm mát được thực hiện trong khoảng thời gian chọn trước. Tùy thuộc vào hình dáng của sản phẩm mà lựa chọn hướng làm nguội thích hợp, ví dụ như hướng làm nguội thẳng đứng trong một khoảng thời gian dài từ dưới lên sẽ thích hợp cho các chi tiết có dạng hình nón. Ngoài ra, quá trình thay đổi chiều làm nguội còn có thể được kiểm soát bởi nhiệt độ. Ngoài việc hạn chế biến dạng khi tôi, hệ thống lò tôi chân không còn giúp cho quá trình tôi diễn ra nhanh hơn, mang lại hiệu quả kinh tế. [3]
Khi làm nguội bằng khí nén, quá trình trao đổi nhiệt được thực hiện chủ yếu bằng truyền nhiệt và hầu như tốc độ nguội ít phụ thuộc vào nhiệt độ chi tiết. Sự phân bố nhiệt độ trong trường hợp này là đồng đều hơn (hình 2). Tuy nhiên, có thể thấy hệ số truyền nhiệt trong môi trường khí là thấp.

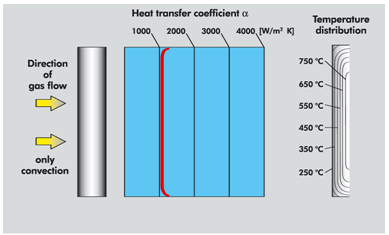
Hình 2: Quá trình làm nguội bằng khí nén [4]
Ở điều kiện bình thường, khả năng trao đổi nhiệt của khí là kém, để nâng cao khả năng làm nguội cần phải tối ưu hóa áp suất và tốc độ dòng khí. Về nguyên tắc, có 2 phương pháp: (1) hoặc với áp suất thấp và tốc độ dòng khí lớn, (2) hoặc tăng áp suất với tốc độ dòng khí vừa phải. Nhiệt luyện chân không và tôi bằng áp suất khí nén cao là trường hợp thứ 2
2.1.1 Quan hệ giữa tốc độ làm nguội và hệ số truyền nhiệt
Trong quá trình làm nguội, một lượng nhiệt lượng Q phải truyền qua bề mặt vật làm nguội theo công thức [5]:
Trong đó:
Q là nhiệt lượng J
A là diện tích bề mặt vật làm nguội m2.
Ts là nhiệt độ bề mặt vật làm nguội 
Tg là nhiệt độ khí làm nguội
H là hệ số truyền nhiệt W/m2.K.
Khi làm nguội, vật làm nguội sẽ bị mất đi một lượng nhiệt tương đương nhiệt lượng Q, trong trường hợp này, Q được tính như sau:

Trong đó:
Q là nhiệt lượng J
ρ’là tỷ trọng của vật liệu được làm nguội Kg
V’ là thể tích sản phẩm được làm nguội m3.
Cp là nhiệt dung riêng của vật liệu được làm nguội J/kg.K
Cân bằng 2 phương trình trên ta có thể rút ra:
Như vậy có thể thấy, tốc độ nguội dT/dt tỷ lệ thuận với hệ số truyền nhiệt h. Vì thế khi xét ảnh hưởng của các thông số của quá trình làm nguội đến tốc độ làm nguội chính là xét ảnh hưởng các thông số đó đến hệ số truyền nhiệt.
2.1.2. Tốc độ nguội trong quá trình tôi trong lò chân không
Với lò chân không đơn buồng, có thể làm nguội bằng 3 phương pháp, đó là (1) tự nguội chân không, (2) nguội tự do bằng khí và (3) nguội cưỡng bức bằng khí.
Tốc độ nguội được điều khiển dựa theo phương trình biểu thị lượng nhiệt được lấy đi khỏi sản phẩm tôi [5]:
Có thể thấy, để tăng lượng nhiệt thoát ra Q ta có thể tăng h hoặc giảm Tg hoặc đồng thời cả 2 yếu tố.
Với hệ số truyền nhiệt h, đối với một thiết bị cụ thể, một loại sản phẩm cụ thể và một loại khí tôi cụ thể, thì hệ số trao đổi nhiệt h phụ thuộc vào tốc độ V và áp suất P có thể được biểu thị bằng một phương trình đơn giản :
h = C (V.P)m
Trong đó, C và m là 2 hằng số phụ thuộc vào thiết kế lò, kích thước và cách sắp xếp sản phẩm trong lò. Thiết kế lò là yếu tố đã được xác định, hầu hết các nhà sản xuất đã tối ưu hóa thiết kế của mình, hằng số m có giá trị trong khoảng 0,6-0,8 [Nex, Trend]. Như vậy, để tăng hệ số truyền nhiệt h (và như thế tăng tốc độ làm nguội) giải pháp là tăng tốc độ lưu thông khí, tăng áp suất khí tôi. Tăng tốc độ lưu thông khí bằng cách sử dụng hệ thống quạt cưỡng bức công suất cao.
Khả năng thứ 2 là giảm nhiệt độ khí tôi Tg và như thế sẽ tăng lượng nhiệt Q được lấy đi. Cách đơn giản nhất là làm mát khí tôi, vì thế, thông thường hệ thống thiết bị tôi được trang bị thêm bộ phận trao đổi nhiệt được làm mát bằng nước. Gần đây một số nghiên cứu phương pháp phun nitơ lỏng vào khí nitơ trong quá trình làm nguội, và như thế công nghệ mới được gọi là lấy nhiệt có kiểm soát (Controllable Heat Extraction –CHE) ra đời []. Đây là công nghệ tương đối mới, tuy nhiên công nghệ này chỉ phù hợp với lò tôi chân không 2 buồng. Với lò đơn buồng, làm mát khí tôi bằng bộ phận trao đổi nhiệt vẫn là lựa chọn tối ưu nhất hiện nay.
Sơ đồ nguyên lý lò tôi đơn buồng được thể hiện trên hình 3.

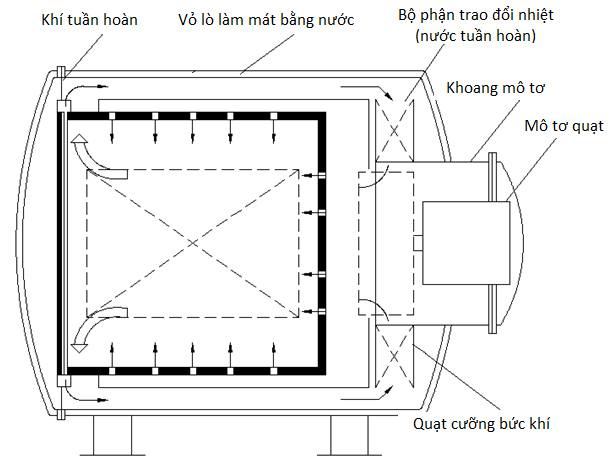
Hình 3: Lò tôi chân không đơn buồng
2.2. Tôi phân cấp trong lò chân không
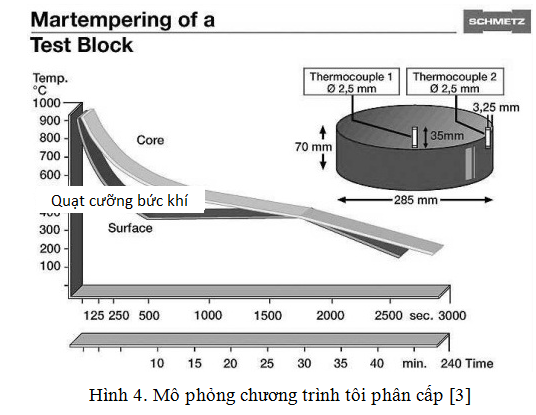
Để giảm thiểu ứng suất nhiệt giữa bề mặt và tâm của vật tôi, một chương trình mô phỏng quá trình tôi phân cấp được thiết lập tại một nhiệt độ cao hơn nhiệt độ xảy ra chuyển biến mactenxit bị ảnh hưởng. Phần mềm mô phỏng cho thấy quá trình tôi phân cấp giúp hạn chế biến dạng tương đối lớn, đặc biệt là những vật tôi có hình dáng phức tạp. Với quá trình mô phỏng này, hai can nhiệt sẽ được cắm cố định trên cùng vật tôi, một can cắm trên bề mặt, còn một can cắm vào trong lõi, hình 4 [3].

Bảng 1: Nhiệt độ tôi phân cấp một số loại thép dụng cụ [6]
|
Ký hiệu
thép AISI |
Nhiệt độ tôi
[oC] |
Nhiệt độ tôi phân cấp [oC] |
Kích thước
lớn nhất [mm] |
| D2 | 1000 – 1020 | 225 – 500 | 200 |
| H13 | 1000 – 1050 | 300 – 500 | 300 |
| M2 | 1220 – 1240 | 450 – 550 | 100 |
Vật tôi được nung tới nhiệt độ tôi rồi được tiến hành làm nguội. Quá trình tôi phân cấp được thực hiện tại 400oC. Nhiệt độ bề mặt vật tôi giảm xuống đáng kể, tuy nhiên nhiệt độ bên trong lõi vẫn còn khá cao, khoảng 650oC. Để khống chế nhiệt độ bề mặt không bị giảm xuống sâu, quá trình làm nguội sẽ bị gián đoạn và quá trình nung lại được khởi động. Lúc này, nhiệt độ bên trong tâm của chi tiết sẽ giảm từ từ và tiến tới gần nhiệt độ tôi phân cấp hay nhiệt độ bề mặt vật tôi. Ngay khi nhiệt độ bề mặt và nhiệt độ tâm gần bằng nhau thì quá trình nung sẽ dừng lạ và quá trình làm nguội sẽ được tiếp tục.
Kết luận
Chuyên đề đã đề cập đến lý thuyết tôi phân cấp và nguyên lý tôi phân cấp trong lò chân không đơn buồng. Trên thế giới, tôi phân cấp trong lò chân không đã được áp dụng từ lâu. Tuy nhiên, tại Việt Nam, việc ứng dụng phương pháp này trong lò tôi chân không vẫn còn khá mới mẻ. Dựa trên nguyên lý về tôi phân cấp trong lò chân không, chuyên đề giúp hiểu rõ hơn về quá trình xảy ra khi tôi bằng khí nén. Chuyên đề cũng đưa ra một số gợi ý trong việc lựa chọn nhiệt độ tôi phân cấp, thời gian tôi phân cấp đối với một số loại thép hợp kim thường gặp. Từ đó, các nhà nhiệt luyện có thể tham khảo để áp dụng đối với sản phẩm cụ thể, góp phần hạn chế bớt những sai hỏng trong quá trình nhiệt luyện, đặc biệt là những sản phẩm khuôn mẫu có hình dạng phức tạp.
Tài liệu tham khảo
BQT - Thepquangminh.com - Theo Bài viết thuộc quyền sở hữu của: Viện Công Nghệ-Bộ Công Thương
Xem thêm: Lò nhiệt luyện và xử lý nhiệt chân không
ĐỪNG NGẦN NGẠI HÃY GỌI NGAY CHO CHÚNG TÔI - CHÚNG TÔI LUÔN SẴN SÀNG PHỤC VỤ
HOẶC CLICK: ĐỀ NGHỊ BÁO GIÁ
 |
 |
 |
HOẶC CLICK: ĐỀ NGHỊ BÁO GIÁ
CÔNG TY THÉP ĐẶC BIỆT QUANG MINH VIỆT NAM
Tổng Đài: 0911.785.222
Hotline: 0911.785.222 (Mr Lân) - 0906.99.33.35 (Mr Trường)
Trụ sở TP. Hồ Chí Minh
Địa chỉ: Lầu 6, 231 - 233 Lê Thánh Tôn, P. Bến Thành, Q.1, TP.HCM
Điện Thoại: (0251) 3685 338
Fax: (0251) 3685 339
Văn Phòng Hà Nội
Địa chỉ: Tầng 4 Tòa Nhà HUD3 Tower, Số 121 - 123 Tô Hiệu, P. Nguyễn Trãi, Q. Hà Đông, TP. Hà Nội
Điện Thoại: (0251) 3685 338
Fax: (0251) 3685 339
Hotline: 096.113.3811 (Mr Trường) - Zalo: 096.113.3811
Email: citisteel.vn@gmail.com
Kho Xưởng Sản Xuất
Địa chỉ: Tổ 5, KP. Thiên Bình, P. Tam Phước, TP. Biên Hòa, Đồng Nai - Cạnh KCN Tam Phước Quốc Lộ 51
Điện Thoại: (0251) 3685 338
Fax: (0251) 3685 339
Hotline: 0911.966.366 (Mr Trần Lân) - Zalo: 0911.785.222
Email: sales.thepquangminh@gmail.com

» Độ cứng HRC và Cách Đổi độ cứng từ HRC sang HB và HBR (Cập nhật 29/06/2020)
» Phân biệt và Nhận biết thép SCM440 và SCM440H qua bảng so sánh của Citisteel (Cập nhật 29/06/2020)
» Một số Quốc Gia và Và Những hãng nổi tiếng sản xuất thép SCM440 (Cập nhật 27/06/2020)
» Citisteel có sẵn thép tròn SNCM439 tại kho ở Đồng Nai. (Cập nhật 15/06/2020)
» Citisteel.vn thông tin chi tiết đầy đủ mác thép SCM440 (Cập nhật 15/06/2020)
» Hợp kim đồng-niken Tính chất, gia công, ứng dụng - Phần 2 (Cập nhật 22/09/2019)
» Hợp kim đồng-niken Tính chất, gia công, ứng dụng - Phần 1 (Cập nhật 22/09/2019)
» Lò nhiệt luyện và xử lý nhiệt chân không (Cập nhật 06/03/2019)
» Quenching là gì? Nghĩa của từ Quenching trong xử lý nhiệt Thép (Cập nhật 10/01/2019)
» Đồng thanh cái là gì ? Ứng dụng của đồng thanh cái (Cập nhật 29/12/2018)
» Báo giá xi mạ Crom cứng (Cập nhật 27/12/2018)
» Xi mạ Crom ở đâu, Công ty nào nhận mạ Crom ? (Cập nhật 27/12/2018)
» Lớp mạ Crom cứng có độ cứng bao nhiêu ? (Cập nhật 27/12/2018)
» Lớp xi mạ Crom cứng có độ dày bao nhiêu ? (Cập nhật 27/12/2018)
» Xi mạ Crom cứng là gì ? (Cập nhật 27/12/2018)
» Các quốc gia sản xuất thép SKD11 và SKD61 chất lượng tốt nhất (Cập nhật 23/11/2018)
» Thành phần hóa học và ứng dụng của thép cacbon cao SUJ2 (Cập nhật 28/10/2018)
» Tài liệu tham khảo thép Hitachi Nhật Bản (Cập nhật 01/01/2018)
» Tiêu chuẩn JIS G4051 Nhật Bản (Cập nhật 30/12/2017)
» Cách phân biệt Inox SUS201 và SUS304 (Cập nhật 18/04/2017)
» Hướng dẫn 5 cách tính trọng lượng thép tròn đặc (Cập nhật 08/04/2017)
» Hợp kim Đồng Crom là gì? (Cập nhật 30/03/2017)
» Bảng trọng lượng riêng, Khối lượng riêng của một số kim loại Sắt, Thép, Nhôm, Đồng thau, inox ... (Cập nhật 26/03/2017)
» Khối lượng riêng và trọng lượng riêng của Đồng thau, Đồng đỏ (Cập nhật 20/03/2017)
» Thấm Cacbon là gì ? (Cập nhật 10/03/2017)
» Quy trình Nhiệt Luyện thép S45C theo tiêu chuẩn 8.8 của Thép Đặc Biệt Quang Minh (Cập nhật 23/02/2017)
» Công thức tính trọng lượng thép lục giác (Cập nhật 16/02/2017)
» Công thức tính trọng lượng thép ống đúc (Cập nhật 16/02/2017)
» Công thức tính trọng lượng thép tròn đặc (Cập nhật 16/02/2017)
» Công thức tính trọng lượng thép tấm (Cập nhật 14/02/2017)
» Công thức tính trọng lượng Nhôm tấm A7075 (Cập nhật 14/02/2017)
» Công thức tính trọng lượng Nhôm tấm A6061 (Cập nhật 14/02/2017)
» Công thức tính trọng lượng Nhôm tấm A5052 (Cập nhật 14/02/2017)
» Cách tính trọng lượng Nhôm A6061 tròn đặc (Cập nhật 14/02/2017)
» Cách tính trọng lượng Nhôm A5052 tròn đặc (Cập nhật 12/02/2017)
» Công thức tính trọng lượng Đồng lục giác (Cập nhật 12/02/2017)
» Công thức tính trọng lượng Đồng tròn đặc (Cập nhật 12/02/2017)
» Công thức tính trọng lượng Đồng tấm (Cập nhật 12/02/2017)
» Khối lượng riêng của Nhôm, Đồng, Sắt, Thép, Kẽm, Nhựa Teflon (Cập nhật 06/02/2017)
» Tiêu chuẩn JIS là gì ? (Cập nhật 03/02/2017)
» Các phương pháp nhiệt luyện thép (Cập nhật 31/01/2017)
» Quy trình nhiệt luyện thép SKD11 (Cập nhật 31/01/2017)
» Công thức tính trọng lượng đồng thau (Cập nhật 20/01/2017)
» Công thức tính trọng lượng đồng đỏ (Cập nhật 20/01/2017)
» Packing List trong ngành thép là gì? (Cập nhật 06/01/2017)
» Đồng thau là gì ? (Cập nhật 31/12/2016)
» So Sánh giữa Nhôm Tấm A5052 và A6061 (Cập nhật 27/12/2016)
» Thép suj2 là gì? Tiêu chuẩn của nước nào? (Cập nhật 03/11/2016)




TỔNG ĐÀI: 0911 785 222
| + Thứ 2 - 6 | : 8h00 - 17h00 |
| + Thứ 7 | : 8h00 - 15h00 |
| + CN & Lễ | : Không làm việc |
POWER BY
![]()
![]()
Lầu 6 Tòa Nhà Fimexco 231 - 233 Lê Thánh Tôn, P. Bến Thành, Q1, TP. HCM
MST: 0313307624
Hotline: 0911.785.222 - 0911 966 366
Email: citisteel.vn@gmail.com
ĐỐI TÁC VẬN CHUYỂN
© 2016 - 2026 Bản quyền của CitiSteel.vn